


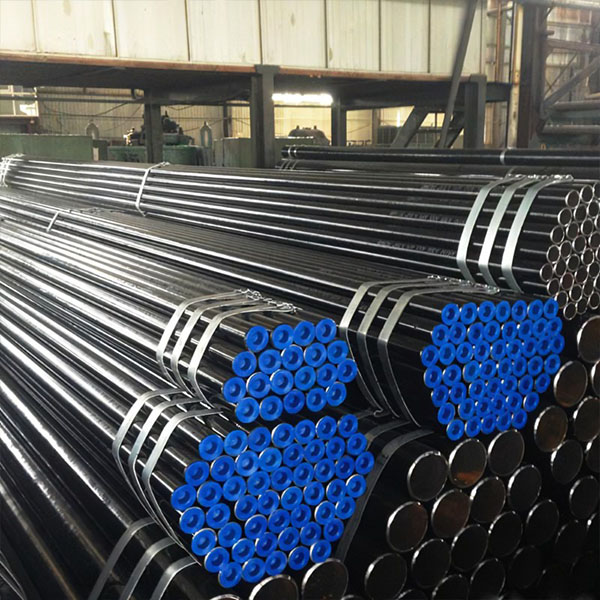
P91 rör i massiv legering



P91 legeringsrör enligt GB/T8162-87
4.1. Specifikationer: Ytterdiametern på det varmvalsade röret är 32 ~ 630 mm. Väggtjockleken är 2,5–75 mm. Den yttre diametern på kallvalsade (kalldragna) rör är 5 ~ 200 mm. Väggtjockleken är 2,5-12 mm.
4.2. Utseendekvalitet: stålrörets inre och yttre ytor får inte ha sprickor, veck, rullningar, delaminering, hårlinjer och ärrbildningsdefekter. Dessa defekter bör avlägsnas helt, och väggtjockleken och ytterdiametern får inte överstiga den negativa avvikelsen efter borttagning.
Tillverkningsmetod
Enligt olika produktionsmetoder kan den delas in i varmvalsade rör, kallvalsade rör, kalldragna rör, extruderade rör etc.
1.1. Varmvalsade P91-legeringsrör tillverkas vanligtvis på automatiska rörvalsverk. Det massiva röret inspekteras och rengörs från ytdefekter, skärs till önskad längd, centreras på den perforerade änden av röret och skickas sedan till värmeugnen för att värmas upp och genomborras på håltagningsmaskinen. När perforeringen kontinuerligt roterar och framskrider samtidigt, under inverkan av rullen och pluggen, bildas gradvis ett hålrum inuti rörämnet, vilket kallas ett kapillärrör. Och sedan skickas till det automatiska valsverket för att fortsätta valsningen. Slutligen uniformeras hela väggtjockleken av utjämningsmaskinen, och diametern dimensioneras av limningsmaskinen för att uppfylla specifikationskraven. Det är en mer avancerad metod att tillverka varmvalsade P91-legeringsrör med hjälp av kontinuerliga rörvalsverk.
1.2. Om du vill få sömlösa rör med mindre storlek och bättre kvalitet måste kallvalsning, kalldragning eller en kombination av de två metoderna användas. Kallvalsning utförs vanligtvis på ett tvåhögvalsverk. Stålröret rullas i en ringformad passage bildad av ett cirkulärt hålspår med variabel tvärsektion och en stationär avsmalnande plugg. Kalldragning utförs vanligtvis på en enkel- eller dubbelkedjig kalldragningsmaskin på 0,5 till 100T.
1.3. Extruderingsmetoden är att placera det uppvärmda rörämnet i en sluten extruderingscylinder, och den perforerade staven och extruderingsstaven rör sig tillsammans för att extrudera den extruderade delen från det mindre munstyckshålet. Denna metod kan producera stålrör med mindre diametrar.


2.1. P91 legeringsrör har ett brett användningsområde. Det allmänna P91-legeringsröret valsas av vanligt kolkonstruktionsstål, låglegerat konstruktionsstål eller legerat konstruktionsstål och har den största produktionen. Det används huvudsakligen som rörledningar eller strukturella delar för att transportera vätskor.
2.2. Enligt olika syften är den indelad i tre typer av leveranser: a. Enligt kemisk sammansättning och mekaniska egenskaper; b. Enligt mekaniska egenskaper; c. Enligt hydraulisk test. Stålrör som levereras enligt kategori a och b, om de används för att motstå vätsketryck, ska också utsättas för en hydraulisk provning.
2.3. P91 legeringsrör för speciella ändamål inkluderar P91 legeringsrör för pannor, P91 legeringsrör för geologi och sömlösa rör för petroleum.
De huvudsakliga legeringselementen i legeringsrör är kisel, mangan, krom, nickel, molybden, volfram, vanadin, titan, niob, zirkonium, kobolt, aluminium, koppar, bor, sällsynta jordartsmetaller, etc. Rör av legerat stål innehåller järn, kol och en liten mängd oumbärlig Förutom att undvika kisel, mangan, fosfor och svavel, den innehåller också en viss mängd legeringselement. Legeringselementen i stål inkluderar kisel, mangan, molybden, nickel, svavel, vanadin, titan, niob, bor, bly, sällsynta jordartsmetaller, etc. En eller flera typer av stål kallas legering stål. De legerade stålsystemen varierar med sina respektive resursförhållanden, produktions- och användningsförhållanden. Tidigare har nickel- och stålsystem utvecklats i främmande länder. Kina har funnit att kisel, mangan, vanadin, titan, niob, bor, bly och sällsynta jordartsmetaller legerat stålsystem legerat stål står för cirka tio procent av den totala produktionen av stål. Generellt kan legerade stålrör delas in i 8 huvudtyper enligt deras användningsområden. Typer, de är: legerade konstruktionsstålrör, fjäderstålrör, lagerstålrör, legerade verktygsstålrör, höghastighetsverktygsstålrör, rostfria stålrör, värmebeständiga icke-hudstålrör, elektriska silikonstålrör PC/ABS har god formbarhet och kan bearbetas för stora bilar. Komponenter, såsom bilskärmar, har en hög kostnadsprestanda. Legerade stålrör är gjorda av vanligt kolstål genom att lägga till en lämplig mängd av ett eller flera legeringselement till klassificeringen av järn-kollegerade stålrör: stålrör är uppdelade i P91 legeringsrör och svetsstålrör och så vidare.





